





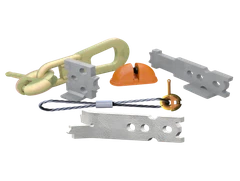

















Shuttering Magnet untuk Bentuk Dinding Beton Aluminium Deskripsi:
Produk tetap magnetik GME dirancang menggunakan prinsip kontinuitas fluks magnet dan prinsip superposisi medan magnet. Melalui interaksi antara magnet dan bahan penghantar magnet, susunan garis medan magnet suatu magnet diubah, sehingga medan magnet pada permukaan magnet kerja komponen magnet pun berubah. Kekuatan ditingkatkan. Ketika produk dalam kondisi kerja, bagian bawah magnet bersentuhan erat dengan platform cetakan baja. Magnet dan platform membentuk sistem penutupan sirkuit magnetik yang lengkap. Sirkuit magnetik jenuh akan menghasilkan gaya isap yang kuat untuk mencapai efek pemasangan.
Saat produk dicungkil dengan alat, produk berada dalam keadaan tertutup dan tercipta celah antara magnet dan platform. Sirkuit magnetis tidak jenuh dan gaya penahannya sangat berkurang. Produk dapat dengan mudah dipindahkan dari platform.

Spesifikasi Shuttering Magnet Bentuk Dinding Beton Aluminium
|
|
|||||||||||
| Barang | L | W | H | LI | L2 | L3 | HAI | H2 | H3 | M | Kekuatan Tarik |
| mm | mm | mm | mm | mm | mm | mm | mm | mm | Lebih besar atau sama dengan kg | ||
| GME-450 | 170 | 60 | 40 | 67.5 | 67. 5 | -- | 73 | 66.5 | -- | M12 | Lebih besar atau sama dengan 450 |
| GME-600 | 170 | 60 | 40 | 67.5 | 67. 5 | -- | 73 | 66.5 | -- | M12 | Lebih besar dari atau sama dengan 600 |
| GME-600Langkah S | 200 | 60 | 40 | 72.5 | 97. 5 | 42 | 73 | 66.5 | 10 | M12 | Lebih besar dari atau sama dengan 600 |
| GME-800S | 190 | 95 | 43 | 67 | 93 | 50 | 80 | 73.5 | 10 | M12 | Lebih besar dari atau sama dengan 800 |
| GME-900 | 280 | 60 | 40 | 122 | 122 | -- | 73 | 66.5 | -- | M12 | Lebih besar atau sama dengan 900 |
| GME-900S | 195 | 95 | 43 | 67 | 98 | 50 | 80 | 73. 5 | 10 | M12 | Lebih besar atau sama dengan 900 |
| GME-1000Langkah S | 200 | 95 | 43 | 67 | 100 | 50 | 80 | 73. 5 | 10 | M12 | Lebih besar dari atau sama dengan 1000 |
| GME-1350 | 320 | 90 | 60 | 135 | 135 | -- | 98 | 90 | -- | M16 | Lebih besar atau sama dengan 1350 |
| GME-1350Langkah S | 320 | 90 | 60 | 113 | 161 | 47 | 98 | 90 | 10 | M16 | Lebih besar atau sama dengan 1350 |
| GME-1300 | 210 | 95 | 45 | 80 | 90 | 40 | 73 | 65 | 10 | M16 | Lebih besar dari atau sama dengan 1300 |
| GME-1600 | 270 | 120 | 60 | 110 | 110 | -- | 98 | 90 | -- | M16 | Lebih besar dari atau sama dengan 1600 |
| GME-1800 | 320 | 120 | 60 | 135 | 135 | -- | 98 | 90 | -- | M16 | Lebih besar dari atau sama dengan 1800 |
| GME-2100 | 320 | 120 | 60 | 135 | 135 | -- | 98 | 90 | -- | M16 | Lebih besar atau sama dengan 2100 |
| GME-2400 | 320 | 120 | 60 | 135 | 135 | -- | 98 | 90 | -- | M16 | Lebih besar dari atau sama dengan 2400 |
| GME-2600 | 320 | 120 | 60 | 135 | 135 | -- | 98 | 90 | -- | M16 | Lebih besar dari atau sama dengan 2600 |

Paket Shuttering Magnet untuk Bentuk Dinding Beton Aluminium
Setiap produk ditempatkan dengan rapi dalam kotak busa dan dikemas dalam karton luar untuk mencegah kerusakan produk. Kami juga dapat mengemas sesuai dengan kebutuhan pelanggan.

Pabrik Shuttering Magnet dan Industrialisasi Konstruksi

Memperbaiki Magnet Penutup dan Industrialisasi Konstruksi
Industrialisasi bangunan ditandai dengan standarisasi komponen, pabrikisasi, dan produksi batch jalur perakitan prefabrikasi. Kaitan utamanya adalah peningkatan efisiensi produksi. Efisiensi lini produksi komponen terpenting tercermin dalam siklus produksi (yaitu, waktu yang diperlukan setiap proses untuk menyelesaikan pekerjaan terkoordinasi berikutnya). Lamanya waktu taktik produksi tergantung pada waktu terlama dalam proses produksi, dan proses produksi dibuktikan di lapangan. Bagian proses yang paling memakan waktu terletak pada proses pembongkaran cetakan. Merupakan tren yang tidak dapat dihindari untuk menggunakan kotak magnet tetap untuk memasang cetakan samping pada jalur produksi dan meja cetakan tetap (lihat perbandingan jam kerja berikutnya).
|
Pabrik komponen |
Ukuran meja mati |
Waktu pemuatan komponen tunggal |
Modulus 10 jam per hari |
Pekerja cetakan |
|
Pabrik komponen tradisional Cetakan menggunakan tradisionalmetode |
6m*4m |
1,5 jam/buah |
6.6Set |
5Orang |
|
Pabrik Komponen Industri Pemasangan dengan kotak magnet tetap |
9m*3.5m |
12,5 menit/buah |
48Set |
3Orang |
Masalah Umum
Seberapa besar kotak magnet (perlengkapan magnet anggota prefabrikasi) yang sesuai
Pertama-tama, menurut saya perlu menggunakan template yang tidak menggunakan template untuk memilih ukuran hisap yang sesuai dengan produksi komponen yang berbeda. Jika daya hisap tidak cukup, templat tidak terpasang dengan kuat, sehingga mempengaruhi kualitas komponen, tidak sebanding dengan kerugiannya.
Dua di atas adalah perbandingan proses produksi dari pabrik komponen yang lebih kuat di Tiongkok. Penggunaan kotak magnet tetap dan kecepatan jalur produksi industri adalah 7,27 kali lipat dari metode pemuatan tradisional! Kenyamanan pembongkaran dan perakitan, manual, meja cetakan, dan tingkat penggunaan kembali cetakan ditingkatkan, dan manfaat komprehensif dari kotak magnet tetap terlihat jelas.
Dapat dilihat bahwa lini produksi komponen prefabrikasi, atau produksi anggota meja cetakan tetap batch, adalah pilihan terbaik untuk menggunakan kotak magnet tetap untuk membongkar cetakan samping.
Penggunaan Hal-Hal yang Perlu Diperhatikan:
1. Mur pengencang tidak boleh diturunkan. Jika tidak, badan kotak magnet akan dibuka terlalu dekat dengan permukaan sambungan, sehingga adsorpsi dan perpindahan tepi tidak mencukupi.
2. Permukaan cetakan baja tempat kotak magnet ditempatkan harus rata. Itu harus dibersihkan dan dibersihkan sebelum digunakan. Tidak boleh ada sisa beton atau partikel lainnya, agar tidak mempengaruhi daya rekat inti magnet dan dasar cetakan, yang akan mempengaruhi kekuatan pemasangan.
3. Permukaan kontak inti magnet harus dibersihkan sebelum dan sesudah kotak magnet digunakan. Tidak boleh ada serbuk beton dan besi yang menempel, yang mempengaruhi gaya adsorpsi.
4, sering-seringlah membersihkan beton yang menempel pada sambungan dan mengoleskan oli, secara teratur tambahkan oli ke posisi pemandu untuk memastikan kelancaran pembukaan dan penutupan inti.
5. Dilarang memukul fit dengan benda keras seperti palu, atau menjatuhkannya ke permukaan baja di tempat yang tinggi. Jika tidak, gaya adsorpsi yang kuat dari inti magnet itu sendiri dapat merusak penggunaan kotak, atau bahkan menyebabkan inti tidak sejajar dan merusak kotak magnet.
Memperbaiki Magnet Penutup dan Industrialisasi Konstruksi
Industrialisasi bangunan ditandai dengan standarisasi komponen, pabrikisasi, dan produksi batch jalur perakitan prefabrikasi. Kaitan utamanya adalah peningkatan efisiensi produksi. Efisiensi lini produksi komponen terpenting tercermin dalam siklus produksi (yaitu, waktu yang diperlukan setiap proses untuk menyelesaikan pekerjaan terkoordinasi berikutnya). Lamanya waktu taktik produksi tergantung pada waktu terlama dalam proses produksi, dan proses produksi dibuktikan di lapangan. Bagian proses yang paling memakan waktu terletak pada proses pembongkaran cetakan. Merupakan tren yang tidak dapat dihindari untuk menggunakan kotak magnet tetap untuk memasang cetakan samping pada jalur produksi dan meja cetakan tetap (lihat perbandingan jam kerja berikutnya).
|
Pabrik komponen |
Ukuran meja mati |
Waktu pemuatan komponen tunggal |
Modulus 10 jam per hari |
Pekerja cetakan |
|
Pabrik komponen tradisional Cetakan menggunakan cara tradisional |
6m*4m |
1,5 jam/buah |
6.6Set |
5Orang |
|
Pabrik Komponen Industri Pemasangan dengan kotak magnet tetap |
9m*3.5m |
12,5 menit/buah |
48 Set |
3Orang |
Tag populer: Shuttering Magnet untuk Bentuk Dinding Beton Aluminium, produsen, pemasok, pabrik, grosir





